-
5.1. Herramientas para la mejora de procesos
En nuestra clase anterior, aplicamos el principio de la “Mejora”, explorando sus tipos y revisando los métodos para implementar una mejora continua en nuestros procesos. En los pasos de estos métodos, es fundamental gestionar la información de manera que nos permita tomar las mejores decisiones.
Al revisar los principios de calidad de la norma ISO 9000:2015 (Sistemas de Gestión de la Calidad – Fundamentos y Vocabulario), el sexto principio, “toma de decisiones basadas en la evidencia” planteó que “las decisiones basadas en el análisis y la evaluación de datos e información tienen mayor probabilidad de producir los resultados deseados”. También explicaba que “la toma de decisiones puede ser un proceso complejo, y siempre implica cierta incertidumbre… El análisis de los hechos, las evidencias y los datos conduce a una mayor objetividad y confianza en la toma de decisiones” (Organización Internacional de Normalización, 2015).
Para el apoyo en la toma de decisiones, la estadística se convierte en una fuente para lograr este cometido (Pérez, 2013). En la Figura 1, se representa el papel de la estadística en ese aspecto, recalcando que su objetivo último es apoyar o fundamentar la toma de decisiones, mediante la satisfacción de las necesidades de información (Gutiérrez Pulido, 2020).
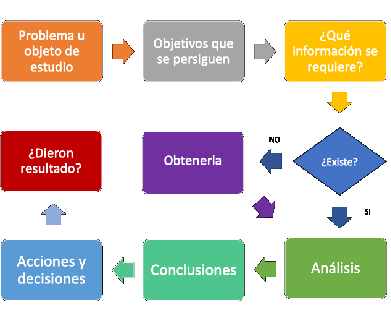
Figura 1: La estadística y la toma de decisiones
Fuente: Adaptado de (Gutiérrez Pulido, 2020)5.1.1. Siete herramientas básicas
Basándose en la experiencia generada con la administración de calidad total, Kaoru Ishikawa, gurú japonés de la calidad, agrupó siete herramientas que denominó “básicas”, con el fin de tenerlas a mano en el despliegue de la gestión de la información de un proceso (Cantú, 2011). Estas herramientas fueron ampliamente utilizadas durante la transformación industrial japonesa de la segunda mitad del siglo XX y hoy siguen siendo fundamentales para los profesionales de la gestión organizacional.
Estas siete herramientas son:
- Diagramas de flujo.
- Hojas de verificación
- Histogramas.
- Diagramas de Dispersión.
- Diagramas de Pareto.
- Diagramas Causa – Efecto.
- Cartas de control de proceso.
Algunos autores, colocan el “diagrama de afinidad” en lugar del “diagrama de flujo”. Nosotros nos ceñiremos a nuestra fuente, la American Society for Quality (Duffy & Furterer, 2020).
Como puedes observar, muchas de estas herramientas probablemente ya las has utilizado en tus estudios y experiencia profesional, ya que forman parte de los módulos sobre estadística y análisis de datos. Nuestro objetivo será recordar contigo las características y usos de estas herramientas, aprovechando el conocimiento previo que ya posees.
5.1.1.1. Diagramas de flujo
El diagrama de flujo es una representación gráfica que permite visualizar los pasos de un proceso y cómo estos se relacionan. Sirve para analizar y mejorar un proceso (Evans & Lindsay, 2015).
Los diagramas de flujo los revisamos en nuestra clase 3 para la estandarización del proceso y posteriormente los mencionamos en nuestra clase 4 como una opción para definir la situación actual de las actividades del proceso (AS-IS) y para el proceso propuesto con mejoras (TO-BE). Por ello, ya tienes una claridad de su construcción y uso.
A continuación, se detallan los pasos recomendados para su elaboración (Evans & Lindsay, 2015):
- Establecer el objetivo que se busca conseguir con el diagrama que se va a construir, es decir: documentar el proceso, eliminar deficiencias, comprender mejor el proceso, entre otras.
- Delimitar el proceso, es decir, determinar de qué, hasta qué, actividad se construirá el diagrama.
- Definir la notación a ser utilizada.
- Realizar un esquema general del proceso, para lo cual es necesario determinar las actividades más relevantes que forman parte del proceso analizado, en conjunto con la secuencia en la que se las realiza.
- Profundizar en las actividades requeridas que constituyen el proceso.
- Identificar los puntos de decisión y de ser requerido, clasificar según el tipo de actividades.
- Verificar el diagrama completo y asegurar que el proceso posee una secuencia que ayudará a cumplir con el propósito buscado.
- Utilizar el diagrama para lograr el objetivo establecido.
5.1.1.2. Hojas de verificación
Las hojas de verificación o “check sheet” son listas de recolección datos que permite colocarlos de una manera ordenada y sencilla para su análisis (Evans & Lindsay, 2015). También se las conoce como hojas de comprobación o de chequeo (Cantú, 2011). Ejemplos de información que se recolectan en estas hojas:
- Frecuencia de la ocurrencia de una variable.
- Número de defectos en productos o servicios según sus posibles causas.
- Número de tipos de defectos o fallas de un producto, servicio o proceso.
- Localización de defectos por zonas.
Para el uso de las hojas de verificación se recomienda (Kume, 2008):
- Determinar la situación, objetivos que se quieren lograr y el tiempo durante el cual se recolectarán los datos.
- Definir el formato adecuado de tal modo que los registros sean útiles y claros.
En la Tabla 1 se presenta un ejemplo de una hoja de verificación vinculada a información sobre quejas de clientes y sus tipos. En este caso, el objetivo fue conocer el número de quejas por categoría o tipo, recolectadas diariamente durante una semana. La hoja revela que el tipo de queja más frecuente fue “demasiada espera”.
TIPOS DE QUEJA DE CLIENTE DÍA 1 DÍA 2 DÍA 3 DÍA 4 DÍA 5 TOTAL DEMASIADA ESPERA 2 5 3 1 1 12 TRATO NO AMABLE 0 1 0 0 2 3 SIN ATENCIÓN 0 0 0 0 1 1 Tabla 1: Ejemplo de Hoja de Verificación Aprende más
Para conocer más sobre la Hoja de Verificación, puedes leer el siguiente artículo ¡Accede aquí!
5.1.1.3. Histogramas
Los histogramas son diagramas de barras que describen la distribución de un conjunto de datos de una variable. Los datos se clasifican por magnitud en varias clases o intervalos y se representan mediante barras (Gutiérrez Pulido, 2020; Evans & Lindsay, 2015). La altura de cada una de las barras es el número de datos que corresponden a cada clase.
Aunque herramientas estadísticas automatizadas permiten generar histogramas, a continuación, se describen los pasos básicos para su construcción (Gutiérrez Pulido, 2020):
- Establecer el rango de los datos, es decir, la resta entre el dato máximo y el mínimo.
- Como ejemplo para los datos indicados en la Tabla 2: Rango = 515 – 484 = 31.
- Obtener el número de clases (NC): Se recomienda que sea de 5 a 15. Para decidir este rango hay varios criterios, uno de ellos es utilizar la raíz cuadrada del número de datos.
- Como ejemplo para los datos indicados en la Tabla 2: NC = √40 = 6.3 -> 7 clases.
- Determinar la longitud de clase (LC), es decir, dividir el rango para el número de clases. En ocasiones resulta más conveniente ampliar un poco el rango para que el histograma tenga una cobertura ligeramente mayor que la observada en la muestra de datos.
- Definir los intervalos de clase: Que resultan de dividir el rango (original o ampliado) entre el número de intervalos determinados con la longitud de clase. El punto inicial para la primera clase es el dato mínimo del rango original o ampliado. Para obtener la primera clase se le suma al punto inicial la longitud de clase; para obtener el intervalo de la segunda clase, se toma el final de la primera clase como punto inicial y se suma la longitud de clase, de allí se continúa de la misma manera hasta obtener todos los intervalos.
- Obtener la frecuencia de cada clase: Se cuentan los datos que caen en cada intervalo de clase. Si un dato coincide con el final de una clase y principio de la siguiente, el dato se lo suele incluir en la primera.
- Graficar el histograma: Se hace una gráfica de barras en la que las bases de las barras son los intervalos de clase y la altura son las frecuencias de las clases.
Como ejemplo para los datos indicados en la Tabla 2: Se define un rango ampliado valor mínimo ampliado seleccionado: 480, valor máximo ampliado seleccionado: 520. Por tanto, el rango ampliado para la construcción de clases es: R ampliado = 40 y LC = 40 / 7 = 5.7.
Como ejemplo para los datos indicados en la Tabla 2: Los intervalos de clase definidos se encuentran en la Tabla 3.
Como ejemplo para los datos indicados en la Tabla 2: Las frecuencias se encuentran en la Tabla 3.
Como ejemplo para los datos indicados en la Tabla 2: El histograma generado se encuentra en la Figura 2.
308 505 508 514 507 495 493 507 492 500 510 510 493 489 494 498 493 500 508 507 306 492 493 491 502 500 508 507 502 515 513 502 505 510 502 494 502 502 515 500 Tabla 2: Datos de variable “pesos de producto en gramos” para construcción de histograma Clase Intervalo Frecuencia absoluta Frecuencia relativa Frecuencia relativa en % 1 (400.0 - 428.7) 1 0 3 2 (428.7 - 457.4) 2 0 5 3 [457.4 - 486.1] 4 0 10 4 (486.1 - 514.8) 15 0 38 5 (514.8 - 543.5) 11 0 28 6 (543.5 - 572.2) 5 0 13 7 (572.2 - 600.0) 2 0 5 Tabla 3: Datos para construcción de histograma para ejemplo “pesos de producto en gramos” 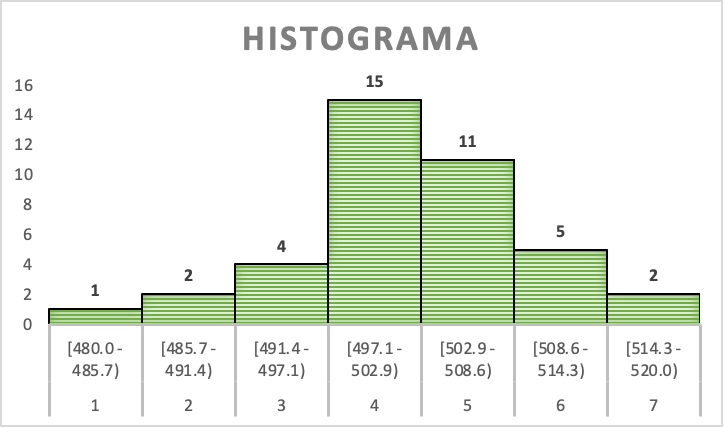
Figura 2: Histograma desarrollado para datos de Tabla 2 En un histograma se consideran los siguientes puntos para su interpretación según el análisis que se requiera (Gutiérrez Pulido, 2020):
- Observar la tendencia central de los datos: Localizar la posición en el eje horizontal de las barras con mayores frecuencias.
- Estudiar el centrado del proceso: Observar la posición central del cuerpo del histograma respecto al valor óptimo de la variable ( ideal).
- Comparar con la especificación establecida y los límites de especificación.
- Examinar la variabilidad: Observar a partir del grupo de barras más alto, qué tan rápido disminuye la frecuencia de las demás barras. También se puede comparar la amplitud de las especificaciones con el ancho del histograma.
- Analizar la forma del histograma: Nos revela la forma de la distribución de los datos. Formas típícas son: campana, sesgada, multimodal, chata o plana, con acantilados, estratificada.
- Identificar datos atípicos.
Para nuestro ejemplo, si la especificación (ESP) es 500 +/- 25 g, entonces diríamos que el proceso se encuentra ligeramente descentrado porque la media (502.35) está cercana a la especificación (500) y que el proceso tiene la capacidad de cubrir el rango de especificación para un límite de especificación inferior (LEI) de 485 y un límite de especificación superior (LES) de 525, tal como se aprecia en la Figura 3.
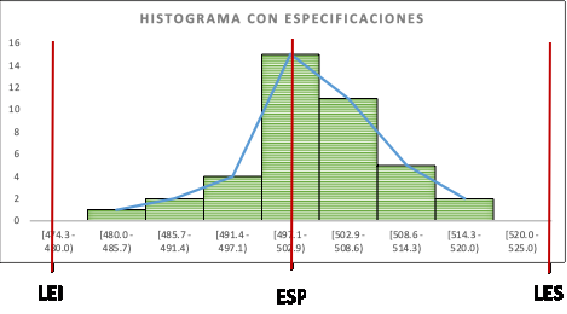
Figura 3: Histograma desarrollado para datos de Tabla 2 con especificación. Aprende más
Para las formas a analizar en un histograma y un formato para esta herramienta, accede a la siguiente página de la American Society for Quality ¡Accede aquí!
Aprende más
Para conocer más sobre como interpretar un histograma, puedes leer el siguiente artículo ¡Accede aquí!
5.1.1.4. Diagramas de Pareto
El Diagrama de Pareto es un gráfico de barras que permite identificar prioridades y causas, al ser ordenados por categorías o elementos (Gutiérrez Pulido, 2020). La nombrada relación “80-20” asociada a esta herramienta se originó cuando el economista Vilfredo Pareto (1848-1923) en su estudio sobre la distribución de la riqueza en Italia, creó este diagrama para concluir que el 80% de la riqueza estaba en manos del 20% de la población (Evans & Lindsay, 2015). Posteriormente esta herramienta fue utilizada por el gurú estadounidense de la calidad, Joseph Juran, quien la aplicó en este ámbito e identificó que en las problemáticas podemos distinguir los “pocos vitales” de los “muchos triviales”, es decir, pocos elementos o categorías (los pocos vitales, 20% para el estudio que realizó Pareto) son los que generan la mayor parte de los efectos (un impacto del 80% para el estudio que realizó Pareto), quedando el número mayor de elementos o categorías (los muchos triviales) que provocan un efecto menor (Gutiérrez Pulido, 2020).
El diagrama de Pareto es muy útil como herramienta para la toma de decisiones y es aplicable a todo tipo de problemas: calidad, materiales, eficiencia, seguridad, entre otros. Además, este gráfico permite analizar objetivamente el resultado de las mejoras logradas en un proyecto.
A través de aplicativos de bases de datos o para uso podemos generar nuestros diagramas de Pareto. Sin embargo, te coloco los pasos que se utilizan para su construcción (Gutiérrez Pulido, 2020):
- Definir el problema o aspecto a analizar.
- Establecer qué datos se van a requerir y los aspectos que son necesarios estratificar (definir categorías). Se puede utilizar una “hoja de verificación” para recolectar los datos que indiquen esos aspectos.
- Si se va a utilizar información pasada, delimitar el periodo del cual será tomada.
- Posterior a la obtención de los datos, generar una tabla con las frecuencias absolutas de cada categoría ordenadas de mayor a menor, calcular su frecuencia acumulada y posteriormente su frecuencia relativa acumulada.
- Elaborar un gráfico de barras para representar los datos, clasificándolos de mayor a menor por categoría (categorías – en el “eje x” / datos – en el “eje y” izquierdo).
- Dibujar una línea con la frecuencia relativa acumulada (datos en el “eje y” derecho).
- Interpretar el diagrama de Pareto, identificando las categorías más predominantes (pocos vitales) con respecto al efecto analizado.
En la Tabla 4 encuentras datos del número de fallos en un producto por el tipo de fallo para ejemplificar la construcción de un Diagrama de Pareto.
Tipo de fallas en porcentaje No. de fallas Eje 2 Aro fijador de cartucho 3 Obturador 20 Botón de vaciado 4 Regulación de corriente 1 Otras Cartucho 10 Aireador 17 Conducto de agua fría 4 Conducto de agua caliente 5 Total 66 Tabla 4: Datos de variable para construcción de diagrama de Pareto – No. de fallas por tipo de fallo en un producto En la Tabla 5 se encuentran la información para la construcción del diagrama de Pareto de los datos de la Tabla 4. En esta, observa como se ordenaron los datos de mayor a menor y se calculó la frecuencia relativa acumulada expresada en % para el eje Y de la derecha del diagrama. El eje Y de la izquierda se vincula a los datos de la frecuencia absoluta. En la Figura 4 está el Diagrama de Pareto desarrollado.
Tipo de fallas en porcentaje No. de fallas (Frecuencia absoluta) Frecuencia relativa Frecuencia relativa (%) Frecuencia relativa acumulada (%) Obturador 20 0.30 30.3% 30.3% Aireador 17 0.26 25.8% 56.1% Cartucho 13 0.20 19.7% 75.8% Conductos de agua caliente Botón de vaciado 4 0.06 6.1% 81.8% Conducto de agua fría 4 0.06 6.1% 87.9% Aro fijador de cartucho 3 0.05 4.5% 92.4% Eje 3 0.05 4.5% 96.9% Regulación de corriente 1 0.02 1.5% 100.0% Tabla 5: Datos para construcción de histograma para ejemplo “No. de fallas por tipo de fallo en un producto” 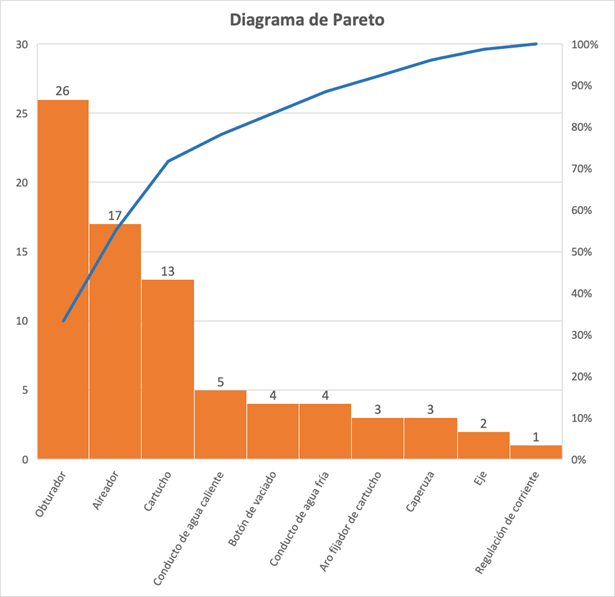
Figura 4: Diagrama de Pareto desarrollado para datos de Tabla 3 Observa que para este ejemplo en la Figura 3, el círculo rojo en la curva de la frecuencia relativa acumulada está señalando el punto de corte para la relación Pareto de este ejemplo: el 71.8% de las fallas en el producto se debe a 3 de las 10 categorías de tipos de falla, es decir, al 30% de tipos de falla.
Aprende más
Para conocer más sobre el Diagrama de Pareto, puedes ver el siguiente video ¡Accede aquí!
Aprende más
Para conocer más sobre una ampliación de uso del Diagrama de Pareto, puedes ver el siguiente video ¡Accede aquí!
5.1.1.5. Diagramas de Dispersión
Considerando dos variables numéricas (X e Y), el diagrama de dispersión o de correlación es un gráfico de tipo X-Y que es utilizado para analizar la relación lineal entre dos variables numéricas (Evans & Lindsay, 2015); es de tipo X-Y porque cada elemento considerado se representa por un punto en el plano cartesiano de acuerdo con los valores pares (x, y) (Gutiérrez Pulido, 2020).
De este diagrama se identifican patrones de relación, de los cuales, los más comunes son (Gutiérrez Pulido, 2020):
- Correlación lineal positiva: Cuando X crece, Y crece.
- Correlación lineal negativa: Cuando X crece, Y disminuye.
- Sin correlación: Los puntos están dispersos, sin ningún orden o patrón aparente.
Para cuantificar qué tan fuerte o débil es una correlación lineal, se recomienda calcular el , el cual toma valores de -1 a 1. Mientras más cercano a “1” o “- 1”, mayor es la correlación y un r = 0 indica que no existe correlación; el signo representa si es correlación negativa o positiva (Evans & Lindsay, 2015). En Excel, tienes la función “COEF.DE.CORREL” para su cálculo.
En la Tabla 6 encuentras datos de dos variables de operación de un proceso: temperatura y potencia eléctrica; en la Figura 5, se presenta el Diagrama de Dispersión desarrollado para estos datos.
Temperatura (°C) Potencia Óptica (W) 20 202.3 21 232.2 23 256.2 24 275.1 25 293.0 28 345.4 30 405.6 32 425.6 35 385.6 36 410.1 37 410.4 38 410.6 40 450.4 42 470.3 Tabla 6: Datos para construcción de diagrama de dispersión (temperatura y potencia eléctrica en un proceso) 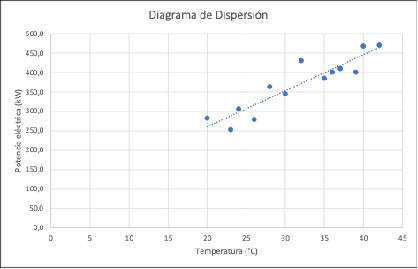
Figura 5: Diagrama de Dispersión desarrollado para datos de Tabla 6 En la Figura 5 se observa una relación lineal directa: a mayor temperatura, mayor potencia eléctrica. El coeficiente de correlación calculado para este ejemplo es de 0.919, lo que indica una relación fuerte y positiva entre las variables.
Un punto fundamental en la interpretación es que una correlación fuerte no implica causalidad. El diagrama de dispersión y el coeficiente de correlación solo indican la existencia de una relación. Es responsabilidad del analista determinar si una variable influye sobre la otra, recurriendo al conocimiento del proceso y análisis complementarios (Gutiérrez Pulido, 2020).
Aprende más
Para conocer más sobre el Diagrama de Dispersión, puedes ver el siguiente video ¡Accede aquí!
Aprende más
Para una ampliación de su uso del diagrama de Dispersión y un formato para esta herramienta, accede a la siguiente página de la American Society for Quality ¡Accede aquí!
5.1.1.6. Diagramas Causa - Efecto
El Diagrama Causa – Efecto, también conocido como Diagrama de Ishikawa, en honor a su creador Kaoru Ishikawa, es una herramienta que permite investigar la relación entre un problema y sus posibles causas. Promueve el trabajo en equipo al buscar activamente las causas de los problemas (Evans & Lindsay, 2015).
El modelo clásico del Diagrama organiza las causas potenciales en seis categorías principales, conocidas como las “6M”: métodos de trabajo, mano de obra (o personal), materiales o materia prima, maquinaria o equipos, medición y medio ambiente. Estos elementos influyen en la variabilidad de un proceso, siendo común que las causas de los problemas se asocien con alguna de estas categorías (Gutiérrez Pulido, 2020). En la Tabla 7, se encuentran una lista de tópicos ejemplos vinculados a cada categoría de las “6M”.
Categoría Tópicos vinculados a la categoría Métodos Estandarización - Excepciones al método - Definición de método Personal (mano de obra) Conocimiento – Entrenamiento – Habilidad – Competencia - Motivación Materiales o materia prima Variabilidad – cambios realizados – proveedores – tipos Maquinaria o equipos Capacidad del equipo – Condiciones de operación del equipo – Herramientas requeridas – Ajustes al equipo – Mantenimiento Medición Existencia – cálculo – repetitibilidad y reproducibilidad – manejo de muestra – tipo de medición Medio ambiente Condiciones variables – estacionalidad Tabla 7. Las “6M”
Fuente: Adaptado de (Gutiérrez Pulido, 2020)Para construir un Diagrama Causa – Efecto se siguen los siguientes pasos (Gutiérrez Pulido, 2020):
- Definir el problema a analizar (específico).
- Conformar el equipo que realizará el análisis.
- Definir las categorías a utilizar.
- Identificar causas potenciales mediante una lluvia de ideas (primera ronda).
- Ubicar las causas “primera ronda” en las categorías correspondientes (ramales de categoría). Se pueden crear otras categorías (si se considera necesario).
- Definir si las causas de “primera ronda” son causas raíz. Se puede aplicar la técnica de los “5 por qués” en cada causa de “primera ronda”.
- Priorizar las causas raíz (si es requerido).
- Definir las acciones de mejora para corregir cada una de las causas raíz seleccionadas.
La técnica de los “5 por qués”. Esta técnica consiste en cuestionar repetidamente “¿por qué?” sobre una causa inicial hasta identificar la causa raíz. El número de preguntas no siempre es exactamente cinco; puede variar según la complejidad del problema.
Por la forma que adquiere el Diagrama con sus ramales de “causa”, se lo conoce también como Diagrama de Espina de Pescado, donde en la “boca del pez” se coloca la problemática a resolver (efecto) y el “esqueleto del pez” corresponde a la zona de identificación de causas.
Como puntos a considerar en tu construcción del diagrama: no es requerido que se identifiquen causas vinculadas a TODAS las categorías seleccionadas (en todas las 6M, por ejemplo) y se pueden utilizar OTRAS categorías principales (distintas a las 6M).
En las Figuras 6 y 7 te encuentras con dos ejemplos de Diagrama Causa – Efecto.
Observa en la Figura 6 que el problema específico que se resolvió es el “25% de reprocesos en análisis” en un laboratorio y se encuentra ubicada en la “zona de efecto” del Diagrama; en la zona de “causa” está el ramal principal y los ramales por “categoría” con su desglose para la identificación de causas raíz, llegando a 7 causas raíz que se encuentran codificadas en color rojo.
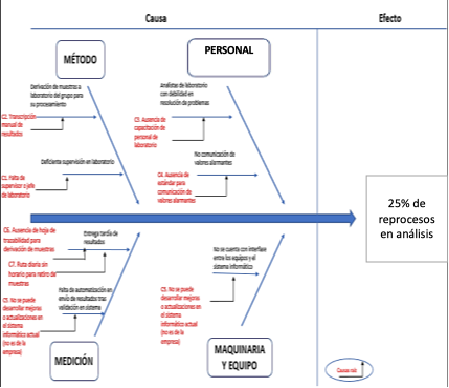
Figura 6: Ejemplo de Diagrama Causa – Efecto con la problemática “reprocesos en análisis” En la Figura 7, el problema específico es la “facturación errónea” en un restaurante y como visualizas está en la “boca del pez”; en la zona de ramales (esqueleto del pez), puedes encontrar 4 causas raíz identificadas con una codificación.
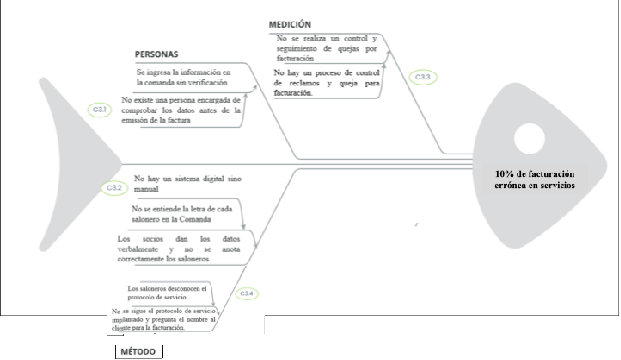
Figura 7: Ejemplo de Diagrama Causa – Efecto con la problemática “facturación errónea” Aprende más
Para conocer más sobre el Diagrama Causa - Efecto, puedes ver el siguiente video ¡Accede aquí!
Aprende más
Para una ampliación sobre el uso de el Diagrama Causa - Efecto, más ejemplos y un formato para esta herramienta, accede a la siguiente página de la American Society for Qualityo ¡Accede aquí!
5.1.1.7. Cartas de Control de proceso
Las cartas de control de proceso son diagramas que registran datos sucesivos de una característica para analizar su variabilidad y comportamiento a lo largo del tiempo. Permiten diferenciar entre variaciones causadas por “causas comunes” y aquellas provocadas por “causas especiales”, guiando la toma de acciones de control y mejora (Gutiérrez Pulido, 2020).
Estas cartas fueron creadas por el estadounidense Walter Shewhart, también creador del ciclo PHVA estudiado en nuestra clase de métodos de mejora. Constituyen una de las herramientas más poderosas para el control y análisis estadístico en procesos. Una carta de control típica se compone de tres líneas paralelas (Kume, 2008):
- La línea central que representa el promedio del estadístico que se ha calculado para cierta cantidad de muestras.
- Las otras dos líneas se llaman límites de control superior (LCS) e inferior (LCI), y se encuentran, la una por encima y la otra por debajo de la línea central. Los límites son estimaciones de la amplitud de la variación del estadístico. Cada tipo de carta tiene una fórmula para el cálculo de sus límites de control, basadas en:
Fórmula
$$ LCS = \mu + 3\sigma \quad \text{y} \quad LCI = \mu - 3\sigma $$
donde: µ es la media del estadístico y σ es la desviación estándar.
Los valores del estadístico de la carta se van registrando en la carta de control, lo cual representa el estado del proceso. Si todos los valores se enccuentran dentro de los límites de control , sin ninguna tendencia especial, se dice que el proceso está en estado controlado. Si al menos un punto está fuera de los límites de control, entonces es señal de que pasó algo “especial” y es necesario investigar la causa porque el proceso ha salido “fuera” de control. Lo que se observa en una carta de control, no solo es que un punto caiga fuera de los límites de control, sino también cualquier formación o patrón (tendencia) de los datos que tenga muy poca probabilidad de ocurrir en condiciones “normales”, lo cual es una señal de alerta de posibles cambios a “causas especiales” (Kume, 2008).
Existen dos clases de cartas de control: para variables y para atributos (Gutiérrez Pulido, 2020):
- Las cartas de control para variables se usan para características de valores CONTINUOS como pesos, volúmenes, voltajes, longitudes, temperaturas, entre otros. Las principales cartas de este tipo las encuentras en la Tabla 8.
Tipo de carta Descripción Carta X̄ (de medias) Utilizada para monitorear la media de un proceso en intervalos de tiempo. Permite observar si el promedio de las mediciones se mantiene dentro de límites establecidos. Utilizada en procesos semi-masivos o masivos. Carta R (de rangos) Controla la variabilidad del proceso al medir el rango (diferencia entre el valor máximo y mínimo) de las muestras. Utilizada en procesos semi-masivos o masivos. Carta S (de desviaciones estándar) Similar a la carta R, pero utiliza la desviación estándar para monitorear la variabilidad, proporcionando una medida más precisa en procesos con mayor cantidad de datos. Carta X (de medias individuales) Diagrama para variables de tipo continuo, pero se aplica a procesos lentos, en los cuales, para obtener una medición de la variable se requieren períodos relativamente largos. Tabla 8. Cartas de control para variables
Fuente: Adaptado de (Gutiérrez Pulido, 2020) (Evans & Lindsay, 2015)- Las cartas de control para atributos son aplicadas a variables de tipo discreto y semicualitativas. Las principales cartas de este tipo las encuentras en la Tabla 9.
Tipo de carta Descripción Carta p (proporción o fracción de defectuosos) Utilizada para controlar proporciones, como el número de unidades defectuosas en un lote. Ayuda a determinar si la proporción de defectos se mantiene dentro de límites aceptables. Carta np (número de unidades defectuosas) Cuenta el número absoluto de defectuosos en un tamaño fijo de muestra, permitiendo monitorear la variable en lotes específicos. Carta c (número de defectos) Monitorea el número total de defectos en una unidad o muestra, útil cuando se desea contar defectos múltiples en un solo producto. Carta u (número promedio de defectos por unidad) Controla la tasa de defectos por unidad, permitiendo evaluar la calidad en situaciones donde el tamaño del lote puede variar. Tabla 9. Cartas de control para atributos 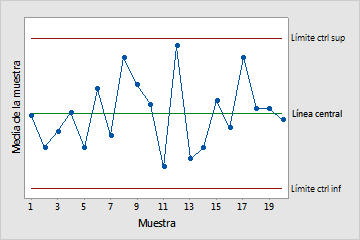
Figura 8: Ejemplo de carta de control de proceso X̄
Fuente: (Minitab, n.d.)Se supone que la variabilidad o de un proceso es inevitable. Cuando el proceso está bajo control, entonces la variabilidad que presenta se denomina “variación natural de proceso” y nada se puede hacer para evitarla. Pero cuando un proceso está fuera de control, entonces se dice que la variabilidad que se presenta se debe a “causas especiales”. En este último caso es donde necesitamos buscar estas “causas especiales” y aplicar las medidas necesarias para su eliminación y para que el proceso vuelva a estar bajo control. Las cartas de control son las herramientas que nos permiten realizar este control tanto para el mantenimiento como para la mejora del proceso.
El estudio sobre el uso de las cartas de control y su potencial de aplicación es amplio, llegando a complementarse con estudios de capacidad de procesos. Nuestro objetivo en este módulo es presentarte esta herramienta para que sigas su exploración en tu camino gerencial. Dentro de los puntos de profundización de la clase, vas a encontrar la construcción de la “carta de individuales” que es de las más usadas en indicadores administrativos.
Aprende más
Para una ampliación del uso y un formato para las Cartas de Control, accede a la siguiente página de la American Society for Quality ¡Accede aquí!
Aprende más
Para conocer más sobre las fórmulas para el cálculo de los límites para cada tipo de Carta de Control, puedes leer el siguiente artículo ¡Accede aquí!
Aprende más
Para que sigas conociendo sobre las Cartas de Control, dale un vistazo al siguiente video donde se construye una de las cartas más utilizadas X̄ - R ¡Accede aquí!
Nota
Luego de este breve recorrido por las herramientas estadísticas básicas, recalquemos la importancia de seguir profundizando para tu carrera gerencial en su uso, no solamente de estas, sino de todo lo que nos ofrece la estadística en cuanto al manejo de datos y siempre vinculándonos al principio de “tomar mejores decisiones con base en hechos y datos”; esto involucra nuestra actitud gerencial para llevar una organización en ese camino. Como lo indica (Kume, 2008) respecto al uso de la estadística para la industria japonesa: “La habilidad para analizar las cosas desde el punto de vista estadístico es más importante que los métodos individuales. Además, necesitamos ser francos para reconocer los problemas y la variabilidad, y recoger información sobre ello. Finalmente, queremos subrayar que lo importante no es solamente el conocimiento de los métodos estadísticos como tales sino más bien, la actitud mental hacia su utilización”.
Aprende más
Para complementar la información sobre las herramientas de la calidad, puedes ver el siguiente video ¡Accede aquí!
Aprende más
Si necesitas construir diagramas estadísticos en línea, puedes leer el siguiente artículo ¡Accede aquí!
Profundiza más
Este recurso te ayudará a enfatizar sobre la variabilidad y el pensamiento estadístico ¡Accede aquí!